


株式会社カネシカ トップページ > 特集 鏝ができるまで
特集 鏝ができるまで
シンプルに見えてとても奥が深く、
職人のこだわりが随所に散りばめられた
「鏝」の制作工程をご紹介いたします。
レーザー | 花打ち | 焼き入れ | 鏝板表面荒研磨 | 鏝表面仕上研磨 | 鏝首を付ける | 歪取り | 柄付け・包装 | 完成
-


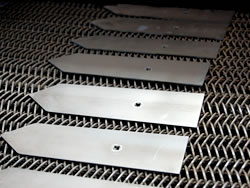
太陽の表面温度と同等の約6,000℃のレーザービームで鏝板の形状に鋼板(コウハン)をカットします。
4機のCO2(炭酸ガス)レーザー加工機がフル稼働で動いています。 -


鏝板の表面に鏝首を取り付ける穴を開けたとき、この穴の形が花のように見えるからこう呼ばれています。
花ビラのように広がっている穴に鏝首が根を張るようにカシメ込まれ、強固に接合されます。
数十トンの力により一瞬で鏝板に穴を開けていきます。 -
鏝本来の硬さと腰のあるシナリに整えられます。
約830℃の高温で焼入れを行っていきます。 -


熱処理後、真っ黒になった鏝板の両面の黒皮を削り取り、ハガネ特有の銀色の表面肌に仕上げます。
コンベア上には研削液が流れ、研磨機を通ると数秒後にはピカピカになって出てきます。 -

鏝板をテーパー(先細り)状に研磨することで鏝特有のシナリがつきます。
先端にかかる全荷重を支えなければならない為、根元ほど太くなるようテーパーがつけられます。 
ステップ2で花打ちされた穴に鏝首を取り付けます。
ガタツキが無いようにしっかりと固定します。
このわずかな数平方ミリ四方のカシメ込みだけで鏝板と鏝柄を支えています。-
まずは荒めにバフ研磨し、仕上げは目の細かいペーパーで鏝板の表面を研磨します。


実使用段階で鏝の良し悪しを左右する重要な部分になります。
1丁ずつ丁寧に鏝板の平坦度(平ら)を確認し、歪職人がハンマリングで調整します。-

カネシカのブランドシールが付いた木柄を鏝首に取り付けます。
鏝板に対する鏝首の垂直度や鏝板と木柄(上部)との平行度に注意します。
ガタツキが出ないよう木柄と鏝首の隙間を固定する為に、詰め木(ツメギ)をカシメ込みます。 -


6丁単位(基本単位)で箱詰めして、お客様の元へ出荷されます。